
Ploča s legurama bez grickanja bez centra
Cat:Dijelovi alatnog strojeva
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više01
Podrijetlo brusilice bez središta
Podrijetlo brusilice bez centra može se pratiti do početka 20. stoljeća. U to su vrijeme automobili razvijali brzo, a više od 20 automobila, poput Mercedes-Benz, Ford i General Motors, uspostavljeno je jedna za drugim. Organizacijski obrazac za proizvodnju automobila ušao je u standardizaciju i montažu. Bržina bez središta rođena je pod potražnjom automobilske industrije za velikim količinama preciznih dijelova.

Radionica za proizvodnju automobila u ranom 20. stoljeću
Godine 1921. Cincinnati Milling Machine Company prihvatila je narudžbu brusilice tvrtke Ford Motor Company, proizvela je deset brusilica bez središta za vrijeme i isporučila ih u Ford 17. veljače 1922.

Cincinnatijeva brusilica bez središta isporučena u Ford
Rođenjem brusilice bez središta, dimenzionalna točnost i zaobljenost dijelova izravno su povećani za jednu četvrtinu, a vrijeme proizvodnje je palo na jednu desetinu originala. Ova centrifugalna tehnologija brušenja ne samo da omogućuje masovnu proizvodnju, već također omogućuje proizvodnju izmjenjivih dijelova.
02
Razvoj strojeva za brušenje bez centra u našoj zemlji
U mojoj zemlji su brusilice bez centra počele kasno, ali su se relativno brzo razvijale i doživjeli su tri glavne faze: imitacijsku proizvodnju, samoodređeni i moderan dizajn.
1. faza imitacije proizvodnje
1954-1960 bila je faza imitacije. Godine 1954. tvornica alata Wuxi strojeva oponašala je uobičajenu mlinjsku mlinjsku m2075. Godine 1957. imitirana je široka brusilica bez pijeska M1075K.

Bržina bez središta moje zemlje (Izvor slike: Službena web stranica Wuxi Machine Alati Factory)
2. Stadija samoodređenja-Samorazvoj razvoj moje zemlje bez brusilice M1025
U listopadu 1956., tvornica alatnih strojeva WUXI počela je dizajnirati mlinder M1025 pod vodstvom sovjetskih stručnjaka. Kroz zajedničke napore tehničara i starih radnika prevladale su različite tehničke poteškoće. U ožujku 1958. sastavljen je novi proizvod i usvojena je procjena.
Ovo je brusilica koju je dizajnirala tvornica alatnih alata Wuxi, a ujedno je i samo-razvijena brusilica bez središta u mojoj zemlji. Uspješan razvoj ove brusilice bez centra prikupio je puno dragocjenog iskustva za naknadna istraživanja i razvoj naše brusilice bez središta.
Od 1961. do 1970. godine u Kini su dizajnirani tvornica alata Wuxi strojevi strojevi Special Centreless Strojevi za preradu plinskih ventila, kuglične igle, poprečne osovine, čelične cijevi, motorne osovine itd. Oni označavaju zrelost samoobjave brusilica bez središta u našoj zemlji. Tijekom tog razdoblja, tvornica alata WUXI strojeva, tvornica alatnih strojeva Xianfeng, tvornica alata Benxi Second Machine, tvornica alatnih strojeva Changchun i drugi proizvođači sukcesivno proizveli niz običnih strojeva za brušenje bez središta.
3. Moderna faza dizajna
S razvojem znanosti i tehnologije, od početka 1980 -ih, brusilice bez centra ušli su u fazu moderne dizajna. Moja zemlja nije razvila samo novu generaciju visoko preciznih brusilica i brze brusilice, već je i primijenila modularni dizajn, statički i dinamični dizajn konačnih elemenata, dizajn računalnog dizajna i optimizacije za dizajn bezbrojnih brusilica.
03
Princip rada i metoda brusilice bez središta. Kao što naziv sugerira, brusilica bez središta je vrsta brusilice koja ne treba stezati središte radnog komada na mljevenje. Uglavnom se sastoji od tri mehanizma: brušenje kotača za brušenje, vodeći kotač (kotač za podešavanje) i nosač radnog komada (paleta). Funkcija kotača za mljevenje je uklanjanje površine s mljevenja i stvaranje željenog stupnja svjetlosti; Funkcija vodećeg kotača je kontrola brzine rotacije mljevenja; Nosač radnog komada koristi se za podupiranje mljevenja tijekom mljevenja.
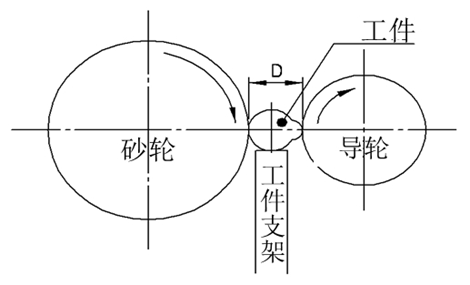
Prema metodi hranjenja radnog dijela, postoje tri metode brušenja bez središta:
Metoda hranjenja unakrsnog smjera: Pogodno za brušenje multi-promjera ili posebnog oblika. Metoda hranjenja: ima visoku proizvodnju učinkovitosti za mljevenje valjka s iglama, cilindrične valjke i konusni valjci. Metoda tangencijalnog hranjenja: Sposobnost mljevenja radnog dijela posebnog oblika, poput sfernog valjka.
04
Prednosti i nedostaci mljevenja bez središta i cilindričnog mljevenja
Znamo da su među svim brusilicama cilindrični brusilišta široko korišteni strojni alati i mogu obraditi razne cilindrične konusne vanjske površine i površinske brusilice na kraju ramena. Dakle, prilikom obrade obrade, trebamo li odabrati mljevenje bez središta ili cilindrično mljevenje? To zahtijeva razumijevanje njihovih karakteristika i prednosti i nedostataka.
Upravo smo uveli princip rada bezbrojne brusilice, a sljedeće su njegove karakteristike.
1. Kontinuirana obrada, nema potrebe za povlačenjem alata, kratko vrijeme za stezanje radnih dijelova i visoku produktivnost.
2. Mehanizam za pozicioniranje nosača i vodiča imaju bolju potporu krutosti od običnih cilindričnih brusilica i mehanizma središnjeg okvira, a može biti i veći u rezanju volumena, što pogoduje obradi vitkih radnih dijelova, što olakšava postizanje brušenja i snažnog brušenja.
3. Radni komad vanjske cilindrične brusilice bez središta postavljen je na mehanizam pozicioniranja vanjskim cilindričnim brusilicom. Količina mljevenja je dodatak u promjeru radnog komada. Stoga je trošenje kotača za mljevenje, kompenzacija mehanizma dovoda i pogreška ponovljene točnosti pozicioniranja mehanizma rezanja na promjeru i dimenzionalnoj točnosti dijela samo polovica one uobičajene vanjske cilindrične brusilice. Nema potrebe za bušenjem središnje rupe i lako je postići automatsko utovar i istovar.
4. Široko brušenje kotača bez središta prolazi kroz mehanizam, koji svaki put može povećati dodatak za obradu. Prilikom rezanja u mljevenje, složene površine mogu se brusiti u nizu ili više kotača za mljevenje, što ima visoku produktivnost i širok raspon primjene.

U usporedbi s vanjskim cilindričnim brusilicama bez središnjeg centra, sljedeće su karakteristike:
1. U smislu učinkovitosti brušenja, cilindrično brušenje je daleko gore od mljevenja bez središta, tako da su troškovi proizvodnje relativno visoki.
2. Međutim, u usporedbi s centrifugalnim brušenjem, prednosti vanjskog cilindričnog brušenja također su vrlo očite. Cilindrična pogreška nastala tijekom obrade tokarilice u prednjem dijelu jezgre valjka može se ispraviti; Drugo, osovina koraka može se brusiti; Ako se radi o CNC vanjskoj cilindričnoj brusilici, može biti mljevena i na srednjim i visokim ili lučnim površinama.
3. U smislu ukupne cilindrične točnosti, cilindrično brušenje općenito je bolje od centrifugalnog mljevenja.
05
Šipka za ventil motora s dizelskim ventilom za preradu brusilice bez brusilice
Nakon uvođenja prednosti i nedostataka mljevenja bez središta i cilindričnog mljevenja, pogledajmo praktični slučaj primjene.

Lokomotivni dizelski motorni ventil
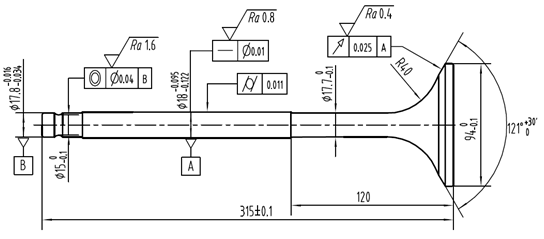
Ventili su važan dio rada dizelskih motora. U 1970-im i sredini 1980-ih, tvrtka je prihvatila tradicionalni cilindrični postupak brušenja (oba metoda krajnjeg pozicioniranja), ali budući da je omjer duljine i promjera ventila veći od 10 (vidi sliku u nastavku).
DF11 lokomotivni dizelski motorni ventil
Tradicionalna metoda cilindričnog brušenja uvelike smanjuje krutost sustava procesa mljevenja. Istodobno, općenito postoji neujednačenost u veličini šipke ventila nakon mljevenja, posebno problemi oštećenja bubnja u štapiću i niske učinkovitosti obrade nisu dobro riješeni.
U sredini do kasnih 1980-ih, tvrtka je predstavila japanske strojeve za brušenje bez centra. Ukupni put tehnologije obrade ventila redizajniran je oko šipke metodom bez središnjeg mljevenja (metoda rezanja mljevenja). U sljedećem procesu obrade prednost procesa brušenja šipke ventila jasno je odražena, uglavnom se očitovala u: dobra dimenzijska konzistentnost tolerancije (unutar 0,02 mm), dobra ujednačenost grubosti površine (bilo koja površinska grubost šipke je unutar RA0.35), a mljevenje bez središta može postići visoke oblika i tolerancije položaja.
Tvrtka je iz desetljeća iskustva saznala u masovnim proizvodnim ventilima da dio ventila prihvaća mljevenje bez središta učinkovita i prikladna metoda serije. Uz kontinuirani razvoj tržišta proizvoda ventila, dvije linije za proizvodnju ventila tvrtke trenutno imaju višestruke strojeve za mljevenje bez središta (Microsa, Japan i Guangyang, Japan) za dio šipke za brušenje ventila bez središta. Specifikacije obrade opreme mogu poduzeti razne vrste morskih ventila srednje brzine dizel motora i mogu pomoći kupcima u istraživanju i razvoju visoko isplativih ventila dizel motora.

brusilica bez središta
06
sažetak
Mrživanje bez središta je metoda preciznog obrade visokog učinkovitosti u trenutnim metodama mehaničke obrade. Ova metoda mljevenja može omogućiti radnom dijelu da dobije dobru kvalitetu obrade površine, visoku točnost obrade i visoku učinkovitost obrade. Naširoko se koristi u preradi igara, vitkih šipki i cijevi s dugim promjerom, a široko se koristi u polju proizvodnje ležaja.
Posljednjih godina, tvornice strojnih alatnih strojeva koje proizvode mljevenje bez središta i dalje su u korak s razvojem vremena i nastojale su poboljšati performanse brusilica bez središta. Iako još uvijek postoji određeni jaz s stranim naprednim brusilicama bez središta u primjeni novih materijala i istraživanju i razvoju novih tehnologija, proizvođači brusilice bez središta moje zemlje suočavaju se s poteškoćama i nastoje prevladati tehničke poteškoće, što je dovelo do tehnologije brusilice bez središta, razvijajući se prema visokoj, visokoj preciznoj, visokoj učinkovitosti.

Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Posebni ventil CNC brusilica Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: 2...
Više
Kategorija: Oprema za obradu Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: 2015 sustav u...
Više
Kategorija: Brusilica bez centra Pregled: Tvrtka provodi i provodi različite zahtjeve za upravljanje sustavom, neprestano inovira i ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
 86-13584767515
86-13584767515
86-0515-89500828
 Br. 1, područje industrijske koncentracije, grad Wulie, grad Dongtai, provincija Jiangsu
Br. 1, područje industrijske koncentracije, grad Wulie, grad Dongtai, provincija Jiangsu
Proizvod

