
Ploča s legurama bez grickanja bez centra
Cat:Dijelovi alatnog strojeva
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
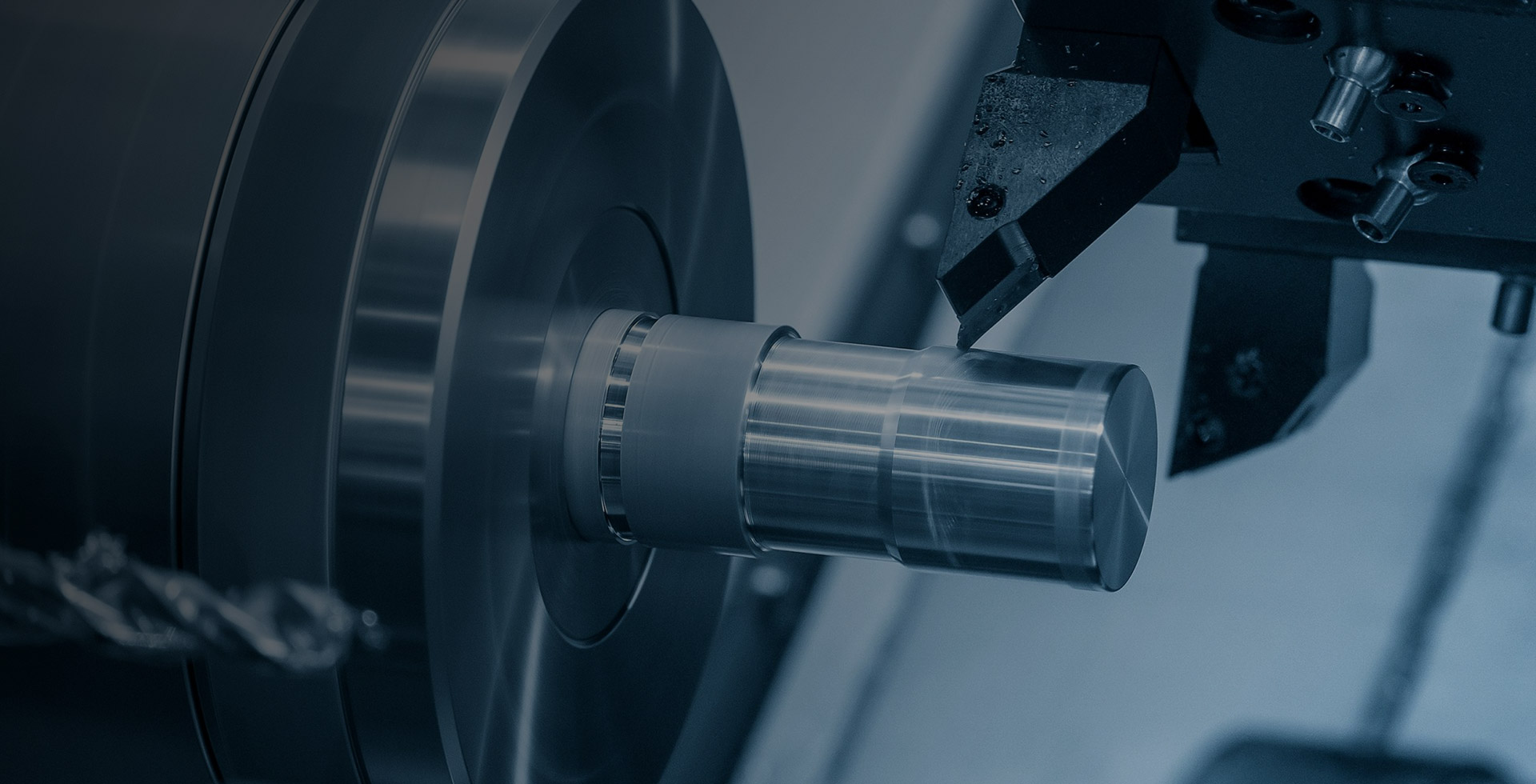
VišePojava vitrificiranog vezanog kubičnog bor-nitrida (CBN) kotača za brušenje osiguralo je rješenje za visoko precizno mljevenje konusa. CBN (kubični bor-nitrid) je drugi najcjenjeniji materijal nakon dijamanta, a vitrificirana veza daje vrhunsku toplinsku otpornost i strukturnu stabilnost kotača za mljevenje. U usporedbi s tradicionalnim kotačima za brušenje, temeljne prednosti vitrificiranih kotača za mljevenje CBN -a uključuju:
Izuzetno dug život: otpornost na habanje je preko 100 puta veća od one kotača za mljevenje korunduma, značajno smanjujući promjene alata i vrijeme oblačenja.
Visoka toplinska stabilnost: Izdržava temperature veće od 1400 ° C, sprječavajući toplinsku deformaciju radnog komada.
Visoka precizno zadržavanje: Nizak gubitak zrna abrazivnog zrna osigurava dugotrajnu, stabilnu točnost obrade.
Mrežanje visoke učinkovitosti: povećava stopu uklanjanja metala za 30% do 50%, značajno poboljšavajući učinkovitost proizvodnje.
Vitrificirani kotači za mljevenje CBN-a su alati za mljevenje visokih performansi izrađeni od kompozita abrazivnog kubičnog bor-nitrida (CBN) i vitrificiranog veziva. Ova jedinstvena kombinacija materijala daje im iznimne performanse obrade.
Svojstva CBN abraziva
Kubični bor -nitrid (CBN) je sintetički superhardni materijal s kristalnom strukturom sličnom dijamantu, koji se sastoji od kovalentno vezanih atoma bora i dušika. CBN abrazivi imaju sljedeće izvanredne karakteristike:
(1) Izuzetno visoka tvrdoća i otpornost na habanje
Mikronarednost može doseći 4500HV, drugo samo do dijamanta (10000HV) i više nego dvostruko više od Corunduma (2000HV)
Otpornost na habanje više je od 100 puta veća od običnih abraziva korunda, što ga čini posebno prikladnim za obradu materijala visoke tvrdog
(2) Izvrsna toplinska stabilnost
Visoko temperaturni otpor do 1400 ° C (dijamant se počinje oksidirati na 800 ° C)
Održava rezanje performansi na visokim temperaturama i ne reagira s metalima na bazi željeza
(3) Dobra kemijska inercija
Ne reagira kemijski s metalima poput željeza, nikla i kobalta
Posebno pogodno za preradu željeznih metala poput očvrsnog čelika i čelika velike brzine
Karakteristike vitrificirane veze
Vitrificirana veza ključni je faktor u određivanju performansi kotača za mljevenje. Njegove glavne značajke uključuju:
(1) Veliki otpor topline
Temperatura sinteriranja može doseći iznad 1200 ° C
Održava stabilna mehanička svojstva unutar radne temperature
(2) Izvrsna krutost
Elastični modul doseže iznad 100gpa
Mala deformacija tijekom mljevenja, što pogoduje održavanju točnosti obrade
(3) Kontrolirajuća poroznost
Poroznost od 5% -40% može se postići prilagodbom formule
Poroznost pomaže u uklanjanju i hlađenju čipova, sprječavajući opekline radnog komada
(4) Dobro samo-shemanje
Abrazivna zrna mogu pasti na vrijeme nakon pasivacije, otkrivajući novi oštri rub
Održava kontinuirane i stabilne performanse brušenja
Jedinstvena struktura keramičkih kotača za mljevenje CBN -a
Tipični keramički kotači za mljevenje CBN-a Usvojite višeslojni dizajn strukture:
(1) Abrazivni sloj
Koncentracija CBN-a je obično 75% -150% (volumen frakcija)
Raspon veličine abrazivne veličine: grubo brušenje #80- #120, fino brušenje #400- #2000
(2) Prijelazni sloj
Osigurava čvrstu vezu između abrazivnog sloja i supstrata
Debljina je obično 1-2 mm
(3) Matrični materijal
Aluminijska legura: lagana, pogodna za brušenje velike brzine
Čelična matrica: visoka krutost, koja se koristi za mljevenje teških opterećenja
Prednosti keramičke veze
Keramička veza je anorganski materijal sastavljen od staklene faze i kristalne faze. Njegove prednosti uključuju:
Visoka krutost: otpornija na deformaciju od smole ili metalne veze, pogodno za mljevenje visokog preciznog
Otpornost na visokoj temperaturi: održava stabilnost čak i tijekom mljevenja velike brzine (preko 120 m/s).
Izvrsno samosmjeravanje: Nakon što su zabili, abrazivna zrnca otpuštaju, otkrivajući svježe izoštreni rub i održavajući oštrinu.
Usporedba s tradicionalnim kotačima za brušenje (Corundum, Diamond itd.)
Usporedba performansi
U usporedbi s tradicionalnim kotačima za brušenje, kotači za mljevenje CBN -a za keramike nude značajne prednosti:
| Specifikacije performansi | Kotač za brušenje korunda | CBN kotač za mljevenje CBN-a za smolu | Vitrificirani kotač za brušenje CBN -a |
| Maksimalna radna temperatura | 800 ° C | 300 ° C | 1400 ° C |
| Omjer mljevenja (G-vrijednost) | 10-50 | 200-500 | 500-2000 |
| Maksimalna linearna brzina | 80m/s | 100m/s | 160m/s |
| Dimenzijska stabilnost | Fer | Dobro | Izvrstan |
| Frekvencija preljeva | Visok | Srednji | Nizak |
Odabir i podudaranje kotača za mljevenje
Odaberite odgovarajuću koncentraciju CBN-a na temelju materijala za obradu (100% -150% preporučuje se za očvrsnuta čelika)
Načela odabira veličine grit:
Grubo mljevenje: #80- #120
Polufine mljevenje: #150- #240
Fino brušenje: #400 i više
Odabir tipa veziva (staklena faza/mikrokristalna keramika)
Specifikacije instalacije
Upotrijebite namjensku prirubnicu kako biste osigurali ravnomjerno raspoređenu silu stezanja
Dinamičko uravnoteženje potrebno je nakon ugradnje (zaostala neravnoteža ≤ 0,4 g · mm/kg)
Izvršite test u praznom hodu prije početne uporabe (3 0 minute, a zatim postupno povećavajte brzinu na radnu brzinu)
Postavljanje parametara ključne točke
Linearna kontrola brzine:
Čelik: 80-120 m/s
Karbid: 60-100 m/s
Odabir stope punjenja:
Grubo mljevenje: 0,01-0,03 mm/moždani udar
Fino brušenje: 0,002-0,01 mm/moždani udar
Vrijeme čišćenja iskra: izvedite najmanje tri brušenja bez iskra tijekom faze finog brušenja.
Upravljanje rashladnim tekućinama
Mora se koristiti specijalizirana tekućina za mljevenje (pH 8,5-9,5).
Zahtjev za brzinom protoka: ≥ 2 l/min po mm širine kotača za mljevenje.
Točnost filtra ≤ 25 µm. Redovito provjeravajte koncentraciju (preporučeno 4 -6%)
Specifikacije preljeva na kotačima
Odabir alata za odijevanje:
Grubi preljev: dijamantska olovka u jednoj točki
Fini preljev: dijamantski valjak
Parametri odijevanja:
Preljev za preljev: 0,002-0,01 mm/moždani udar
Omjer brzine preljeva: 0,6 do 0,8 (brušenje kotača i omjer linearne brzine valjka)
Nošenje praćenja
Redovito pregledavajte stanje površine kotača (svakih 8 sati)
Uspostavite sustav sile mljevenja/praćenje snage i postavite pragove alarma
Zabilježite podatke o životu kotača (prosječni broj obrađenih dijelova po intervalu oblačenja)
Zaštitne mjere
Mora se instalirati zaštitni poklopac (kut otvaranja ≤ 180 °)
Operatori moraju nositi zaštitne maske (kako bi se zaštitili od prašine CBN).
Magnetski separator mora biti instaliran u radno područje za prikupljanje metalnih čipsa.
Nenormalno rukovanje
Postupak rukovanja vibracija:
Odmah zaustavite stroj.
Provjerite radijalno otpuštanje vretena (treba biti ≤0,005 mm).
Rebalans.
Odgovor izgaranja obrazaca:
Provjerite kut prskanja rashladne tekućine.
Smanjite stopu dovoda za 20%-30%.
Upravljanje temperaturom i vlagom
Održavajte temperaturu radionice od 20 ± 2 ° C.
Relativna vlaga od 45%-65%.
Precizne prostorije za mljevenje moraju se održavati na konstantnoj temperaturi.
Mjere prevencije vibracija:
Ugradite opremu na temelj otpornosti na vibraciju (amplituda ≤2μm).
Izbjegavajte lociranje opreme na istom području kao i oprema za žigosanje.
Fenomen: kut konusa radnog komada od tolerancije (> ± 0,005 °)
Mogući uzroci:
Gubitak geometrijske točnosti alatnog alata (vodiči/vreteno)
Netočno postavljanje kuta preljeva za mljevenje kotača
Nedovoljna krutost radnog dijela/učvršćivanja uzrokuje deformaciju
Rješenja:
Upotrijebite laserski interferometar za provjeru geometrijske točnosti alatnog strojeva (fokusiranje na osi Z-a i X-osi)
Ponovno kalibrirajte kut kotača za brušenje kotača (preporučuje se pomoću standardnog kutnog mjerača)
Dodajte dodatne točke podrške obrazaca i prebacite se na hidrauličku stezaljku (kontrolirajte silu stezanja na 3-5 MPa)
Fenomen: zaobljenost> 2 μm
Mogući uzroci:
Loša dinamička ravnoteža kotača
Nošenje ležaja vretena (radijalno izbacivanje> 0,003 mm)
Prekomjerni parametri brušenja
Otopina:
Postavite uravnoteženje kotača za mljevenje (ciljna vrijednost: G1.0)
Provjerite radijalno otpuštanje vretena i zamijenite ležajeve ako je potrebno (preporučuju se keramički ležajevi)
Prilagodite parametre:
Smanjite linearnu brzinu za 10%-15%
Smanjite stopu unosa na 50% izvorne vrijednosti
Fenomen: redovni uzorci ripplinga (valna duljina 0,1-0,5 mm)
Mogući uzroci:
Mljevenje vibracija sustava kotača
Loose stroj temelj
Mljevena rezonanca
Otopina:
Provjerite i pojačajte temelj (vrijednost vibracije treba biti ≤ 2 μm/s)
Podesite brzinu rotacije kako biste izbjegli rezonantnu zonu (određenu analizom FFT spektra)
Koristite nejednako raspoređeni kotač za brušenje (poput spiralnog utora)
Simptom: Dijaliranje površine radnog dijela (oksidacija)
Mogući uzroci:
Nedovoljno hlađenje (neadekvatan protok/tlak)
Začepljene pore za brušenje kotača
Prekomjerna brzina dovoda
Otopina:
Optimizirajte sustav hlađenja:
Povećajte brzinu protoka na 15 l/min · mm (širina kotača za mljevenje)
Koristite dvostruki dizajn mlaznice (jedan na vrhu i jedan na dnu, kut na 15 °)
Očistite pore za mljevenje kotača visokotlačnim zračnim pištoljem (0,6 MPa komprimiranog zraka)
Smanjite stopu dovoda za 30% i povećajte broj ciklusa poliranja (≥3)
Simptom: Život mljevenja kotača smanjuje se za više od 50%
Mogući uzroci:
Nepravilna abrazivna koncentracija
Promjene materijala za obrade (npr. Sadrže teške faze)
Netočni parametri oblačenja
Otopina:
Podesite koncentraciju CBN -a:
Ugašeni čelik: 100%-125%
Karbid: 75%-100%
Izmijenite parametre oblačenja:
Smanjite brzinu dovoda oblačenja na 0,001 mm/moždani udar
Podesite omjer brzine preljeva na 0,4
Fenomen: "ćelave mrlje" pojavljuju se na površini kotača za mljevenje
Mogući uzroci:
Nedovoljna čvrstoća veze
Prekomjerno opterećenje udara
Korozija rashladne tekućine
Otopina:
Koristite mikrokristalnu keramičku vezu visoke čvrstoće
Optimizirajte metodu rezanja (koristite nagnuto rezanje, kut <5 °)
Promijenite vrstu rashladne tekućine (izbjegavajte aditive koji sadrže sumpor)
Fenomen: 30% smanjenje stope uklanjanja metala
Mogući uzroci:
Smrtonosnost kotača za mljevenje
Nedovoljna moć mljevenja
Konzervativni parametri procesa
Otopina:
Provedite nadzor stanja:
Postavite prag napajanja (85% nazivne napajanja)
Upotrijebite senzor akustične emisije za nadgledanje stanja kotača za mljevenje
Fenomen: dimenzionalna varijacija serija> 0,005 mm
Mogući uzroci:
Akumulirana toplinska deformacija
Pogreška mjernog sustava
Nekompenzirano trošenje kotača
Otopina:
Provedite kompenzaciju temperature:
Vrijeme zagrijavanja stroja ≥ 2 sata
Ugradite sustav za kontrolu temperature okoline (20 ± 1 ° C)
Uspostaviti mehanizam za automatsku kompenzaciju:
Potaknuti internetsko mjerenje svakih 10 dijelova
Automatski ispravite koordinatu z-osi putem PLC-a
Mjere za hitne slučajeve:
Odmah pritisnite gumb za zaustavljanje u nuždi
Provjerite integritet zaštitnog poklopca
Uzroci istrage:
OvernSeed (provjerite naljepnicu maksimalne brzine)
Prekomjerni napon za ugradnju (zakretni vijci prirubnice prema priručniku)
Mjere za hitne slučajeve:
Provjerite hidraulički tlak stezaljke nakon isključivanja (obično 3-5 MPa)
Koristite sekundarnu otopinu za pozicioniranje (mehaničko pozicioniranje pneumatskog stezanja)
Dodajte vizualni pregled ključnim procesima (kako biste potvrdili pravilno stezanje)
Uspostavite zapisnik o praćenju:
Zabilježite krivulju sile mljevenja nakon svakog preljeva
Pratite trendove za mljevenje kotača (upravljanje kontrolnom grafikonom)
Upravljanje rezervnim dijelovima:
Održavajte alati za preljev kotača za hitne slučajeve (dijamantski valjci)
Spremni dijelovi vretena (preporučuje se obvezna zamjena nakon 8.000 sati)
CERAMIC CBN precizni konusni brusilice su vrhunska oprema posebno dizajnirana za obradu konusnih dijelova visokog preciznog. Njihove temeljne funkcije su sljedeće:
Postizanje točnosti obrade na razini mikrona (zaobljenost ≤ 1 μm, tolerancija kuta konusa ± 0,003 °).
Može obraditi razne konusne strukture:
Konusi za sinkronizaciju automobilskih mjenjača
Aircraft motor Mortise i tenon utor
Precizno nose konusi trkača
Konusi za pomoć rubu alata
Dizajniran za materijale visoke marljivosti:
Očvršćeni čelik (HRC60)
Legure visoke temperature (Inkonel 718, itd.)
Karbid (yg8, itd.)
Riješiti probleme tradicionalnih kotača za mljevenje koje se "ne mogu mljeti" i skloni opeklinama
Integrirani postupak grickanja
Kompletna multi-značajna obrada u jednoj postavi za stezanje:
Konus cilindrična površina
Kraj lica Chamfer
Profiliranje površinskog utora
| Usporedba predmet | Kotač za brušenje korunda | Vitrificirani kotač za brušenje CBN -a |
| Oblačenje života | 50 komada | 2.000 komada |
| Ukupni život | 200 komada | 50.000 komada |
| Frekvencija preljeva | Dva puta u smjeni | Jednom tjedno |
Površinska hrapavost RA doseže 0,1 μm (zrcalni završetak)
Nema dubine sloja izgaranja <2 μm (konvencionalni kotači za brušenje> 10 μm)
Preostali stres kontroliran unutar -200MPa (stanja kompresijskog stresa)
Značajno poboljšana brzina uklanjanja metala:
Ugašeni čelik: 2,5 mm³/mm · s (konvencionalni postupak 0,8 mm³/mm · s)
Karbid: 1,2 mm³/mm · s (konvencionalni postupak 0,3 mm³/mm · s)
Vrijeme rezanja ciklusa smanjeno za 40%-60%
Usporedba potrošnje energije:
Konvencionalna brusilica: 25KW · H/100 komada
CBN brusilica: 8kw · h/100 komada
Smanjenje otpada:
Chips za mljevenje smanjen za 80%
Potrošnja rashladne tekućine smanjena za 50%
Opremljen internetskim sustavom mjerenja (laser/vrsta kontakta)
Adaptivna funkcija kompenzacije:
Automatski ispravlja trošenje kotača za mljevenje
Naknada u stvarnom vremenu za toplinsku deformaciju
Digitalni dvostruki sustav predviđa obradu rezultata
Nano-ceramička tehnologija obveznica:
Snaga savijanja porasla je na 180 MPa
Toplinski otpor porastao je za 30%
Višeslojni kompozitni brusni kotač:
Osnovni sloj: matrica visoke gaće
Prijelazni sloj: gradijentni materijal
Radni sloj: CBN mikrokristalni agregati
Kriogena tehnologija brušenja:
Temperatura radnog dijela <150 ° C (konvencionalni postupak> 400 ° C) postignut kroz mlazni hlađenje visokog tlaka
Tehnologija suzbijanja vibracija:
Aktivni sustav prigušivanja kontrolira amplitudu vibracije do unutar 0,5 µm
Funkcija povezivanja pet osi:
Maksimalni broj povezivanja osi: x/y/z/osi/središte
Točnost pozicioniranja: 5 μm 5 μm/300 mm
Modularni dizajn:
Zamjena jedinice za brzo mljevenje (<10 minuta)
Izborni moduli za okretanje/glodanje
Konus konusa za sinkronizaciju prijenosa:
Točnost obrade poboljšana na DIN 5
Jedinični trošak smanjen za 35%
Nova obrada konusa motorne osovine Energy vozila:
Postići toleranciju na 0,005 mm
Uklonite problem buke povezan s tradicionalnim montažama
Motor motor Mortise i obrada tenona:
Život umora porastao je za 3 puta
Ciklus obrade smanjio se s 8 sati na 2,5 sata
Konusna obrada konusa s konusom za slijetanje:
Površinski integritet zadovoljava standarde AMS2420
Stopa otpada smanjila se s 15% na 0,5%
CARBIDE BILLT KONGLE KONGE OBAVEZA:
Retkana serration <3 μm
Život alata porastao je za 50%
Visoko precizno mljeveni rezači sa konusnim SHANKS-om:
Područje kontakta> 90%
Ponovljivost stezanja 1 μm
Inteligentne nadogradnje:
Integrirani sustav za optimizaciju procesa AI
Razvoj modela predviđanja stanja kotača za samo-učenje
Zelena proizvodnja:
Proboji tehnologije suhog brušenja
Razvoj razgradivih vezivnih materijala
Ultra precizna obrada:
Postizanje hrapavosti površine nanocije (RA <0,05 μm)
Razvijanje procesa uklanjanja atomske razine
Nenormalna točnost obrade uglavnom se očituje kao prekomjerni kut konusa i loša zaobljenost. Prekomjerni kut konusa obično se odnosi na odstupanje veće od ± 0,01 ° između stvarnog kuta obrađenog konusa i zahtjeva za dizajnom, dok loša zaobljenost ukazuje na odstupanje veće od 2 μm od obrađenog kružnog presjeka.
Za prekomjerni kut konusa, geometrijska točnost alatnog alata prvo se mora kalibrirati. Preporučuje se pomoću laserskog interferometra za provjeru okomitosti svake osi strojeva, posebno okomitosti između osi x i z. Ovaj test treba provesti nakon što se radna temperatura stroja stabilizira, obično zahtijeva zagrijavanje od 1-2 sata. Ako se otkrije odstupanje okomitosti, treba ga ispraviti u skladu s uputama proizvođača alatnog alata. To se općenito postiže podešavanjem klirensa voditelja za željeznicu na unutar 0,005-0,01 mm.
Preljev od mljevenja kotača također je značajan faktor koji utječe na točnost kuta konusa. Preporučuje se dijamantski preljev s valjkom, s brzinom dovoda od 0,002-0,005 mm. Nakon odijevanja, potrebna su najmanje tri ciklusa poliranja bez iskra kako bi se osigurala ujednačenost i oštrina abrazivnih žitarica na površini kotača. Za visoko precizno obradu konusa preporučuje se testiranje mljevenja jednog ili dva djela prije konačne obrade. Tek nakon što se dobiju zadovoljavajuća mjerenja, može započeti masovna proizvodnja.
Loša zaokruženost često je usko povezana sa stanjem vretena strojnog alata. Prvo provjerite radijalno izbacivanje vretena, koji ne smije prelaziti 0,003 mm pomoću indikatora biranja. Ako se ta vrijednost premaši, možda će trebati zamijeniti ležajeve vretena. Nadalje, kotač za mljevenje mora biti dinamički uravnotežen sa G1.0 standardima, a neravnoteža je kontrolirana unutar 0,4 g · mm/kg. Za brušenje velike brzine (linearne brzine veće od 80m/s), za nadzor i prilagodbu u stvarnom vremenu preporučuje se internetski dinamički sustav uravnoteženja.
Neh oštećenja površinske kvalitete obično uključuju tragove brbljanja, opekline i pretjeranu hrapavost. Tragovi brbljanja mogu se kategorizirati kao redoviti i slučajni.
Redovne oznake brbljanja obično se pojavljuju kao jednolične, periodične pruge s valnom duljinom između 0,1 i 0,5 mm. Ova vrsta problema prvenstveno je uzrokovana vibracijama sustava. Mjere liječenja uključuju: precizno uravnoteženje kotača za brušenje kako bi se osiguralo da ispunjava G1.0 standarde; podešavanje brzine vretena i korištenjem analize spektra FFT za identificiranje rezonantnih frekvencija kako bi se izbjegli osjetljivi rasponi brzine; i pregledati temelj strojnog alata kako bi se osiguralo da su razine vibracija ispod 2 µm/s.
Slučajne tragove brbljanja pojavljuju se kao nepravilne površinske oznake, što često ukazuje na moguće trošenje ležaja vretena. Ležajevi treba pregledati i zamijeniti ako je potrebno. Pri zamjeni obratite pažnju na prednaprezanje ležaja. Prekomjerno unaprijed može dovesti do preranog kvara ležaja.
Površinske opekline uglavnom uzrokuju prekomjerne temperature u području mljevenja. Otopine uključuju: povećanje brzine protoka rashladne tekućine na najmanje 2 l/min po milimetru širine brušenja kotača; Provjera položaja mlaznice za rashladnu tekućinu kako bi se osiguralo da je usklađena s kontaktnom zonom za mljevenje; Optimiziranje parametara brušenja, na odgovarajući način smanjujući brzinu dovoda i povećavajući broj ciklusa poliranja. Za jake opekline može biti potrebno zamijeniti vitrificirani CBN kotač za brušenje s većom toplinskom vodljivošću.
Prekomjerna hrapavost često je povezana sa stanjem kotača za mljevenje. Kad brušenje kotača postane dosadna, površinska hrapavost značajno se pogoršava. Oskrucavanje kotača za mljevenje je potrebno, a nakon odijevanja treba izvršiti testno mljevenje kako bi se potvrdilo stanje. Ako se problem nastavi, razmislite o prelasku na kotač za mljevenje sitnijeg grickanja ili smanjenje stope dovoda za 50%.
Poremećaji mljevenja kotača prvenstveno se očituju kao pretjerano trošenje i abrazivni gubitak zrna. Prekomjerno trošenje kotača za mljevenje znači da je njegov radni vijek znatno niži od očekivanog, što potencijalno dostiže samo 50% ili čak manje svog normalnog životnog vijeka.
Glavni uzroci pretjeranog trošenja uključuju nepravilnu koncentraciju abraziva, promjene u svojstvima materijala radnog komada i pogrešne postavke parametara odijevanja. Za materijale s teškoćama poput očvrsnog čelika preporučuje se korištenje kotača za mljevenje s koncentracijom CBN između 100% i 125%. Pri obradi legura koje sadrže tvrde faze koncentracija se može smanjiti na 75% na 100%. Što se tiče parametara preljeva, dovod presvlačenja treba smanjiti na 0,001 mm/moždani udar, a omjer brzine preljeva treba prilagoditi na približno 0,4.
Propadanje mrlja očituje se kao lokalizirane "ćelave mrlje" na površini kotača za mljevenje. Ove lokalizirane "ćelave mrlje" obično su povezane s nedovoljnom čvrstoćom veze, prekomjernim utjecajem opterećenja tijekom obrade ili korozije rashladne tekućine. Rješenja uključuju: prelazak na brusni kotač s mikrokristalnom keramičkom vezom visoke čvrstoće; Optimiziranje staze obrade, koristeći ramljeni ulaz manji od 5 ° kako bi se izbjegao utjecaj uzrokovan rezovima desnog kuta; i provjeru sastava rashladne tekućine kako biste izbjegli upotrebu hladnjaka koji sadrže korozivne aditive poput sumpora.
Mrživanje prijeloma kotača za hitne slučajeve
U slučaju prijeloma kotača, operater bi trebao odmah aktivirati gumb za zaustavljanje u nuždi kako bi isključio napajanje na stroj. Zatim provjerite integritet zaštitnog poklopca kako biste osigurali da leteće krhotine ne mogu nikoga ozlijediti. Istraga nesreće trebala bi se usredotočiti: hoće li brzina brušenja kotača prelaziti maksimalnu brzinu navedenu na naljepnici; Je li ravna prirubnica u odnosu na 0,01 mm; i je li kotač za brušenje istekao ili nepravilno pohranjen.
Odgovor neuspjeha stezanja radnog dijela
Neuspjeh stezanja radnog dijela može dovesti do ozbiljnih opasnosti od sigurnosti i neuspjeha obrazaca. Mjere poboljšanja uključuju usvajanje sustava dvostrukog pozicioniranja: mehaničko pozicioniranje kako bi se osigurao referentni položaj, hidraulično stezanje radi pružanja primarne sile stezanja i pneumatskog zaključavanja kao sigurnosne značajke. Vizualni pregled se također može dodati kako bi se potvrdilo da je stezanje obrazaca uspostavljeno prije obrade.
Uobičajena rješenja problema:
| Simptom | Mogući uzrok | Otopina |
| Površine obraza | Brži kotača Neravnoteža/trošenje ležaja vretena | Rebalans/Zamijenite ležajeve |
| Točnost kuta konusa premašuje | Gubitak strojne geometrijske točnosti | Ponovno kalibrirajte razinu strojeva i vodiča |
| Prekomjerno trošenje kotača | Prekomjerni parametri brušenja | Smanjite linearnu brzinu za 15%-20% |
| Površinski izgaranje radnog dijela | Nedovoljna dosadnost kotača za hlađenje/mljevenje | Povećajte hlađenje flok/zamijenite na vrijeme |
| Smanjena učinkovitost brušenja | Pove za mljevenje začepljenih | Očistite ili vratite posebnom šipkom za čišćenje |
Ključne točke za održavanje
Svakodnevno održavanje ključno je za osiguravanje dugoročnog, stabilnog rada opreme. Prije početka svake radne promjene, moraju se provesti sljedeće preglede: koncentracija rashladne tekućine treba provjeriti pomoću refraktometra kako bi se osiguralo da koncentracija ostane u rasponu od 4% -6%; Tlak zračnog sustava treba provjeriti radi održavanja radnog tlaka od 0,5-0,7 MPa; a kotač za mljevenje treba vizualno pregledati pukotine, oštećenja ili druge abnormalnosti.
Održavanje nakon smjene podjednako je važno i uključuje: čišćenje radnog koša i magnetskog separatora za uklanjanje metalnih čipsa i abrazivnog nakupljanja; brisanje stražara vodiča kako bi se spriječilo da čipovi uđu u površinu vodiča; Snimanje podataka o oblačenju kotača i broj obrađenih radnih dijelova tijekom smjene i održavanje kompletnog zapisa o radu opreme.
Periodični plan održavanja
Tjedno održavanje usredotočeno je na provjeru sustava podmazivanja vodiča kako bi se osiguralo da je razina masti najmanje 80% i da su linije podmazivanja nesmetane. Hidraulički sustav treba temeljito pregledati mjesečno, usredotočujući se na diferencijal tlaka filtra. Ako diferencijal tlaka prelazi 0,3 MPa, filter se mora zamijeniti.
Sustav vretena trebao bi se profesionalno pregledati tromjesečno, koristeći mikrometar visoke preciznosti za mjerenje radijalnog otpada vretena, koji ne bi trebao biti veći od 0,002 mm. Porast temperature vretena također treba provjeriti; Ne smije prelaziti 15 ° C nakon četiri sata kontinuiranog rada. Godišnje održavanje zahtijeva profesionalni tehničar da izvrši potpuno kalibraciju strojnog alata i vratio svu točnost pozicioniranja u tvorničke standarde.
Ključno upravljanje životom komponenti
Kao temeljna komponenta preporučuje se da se ležajevi vretena zamijene nakon 8.000 sati rada, bez obzira na stanje površine. Klizači vodiča obično imaju vijek trajanja od pet godina i treba ih odmah zamijeniti kako bi se izbjegla gubitak točnosti. Prirubnica za mljevenje kotača treba provjeriti zakretni moment svakih 2.000 sati kako bi se osigurala sigurna i pouzdana instalacija. Hladno sredstvo treba u potpunosti zamijeniti svaka tri mjeseca kako bi se spriječilo pogoršanje koje utječe na performanse obrade.
| Kategorija održavanja | Predmet održavanja | Pojedinosti i standardi operacije | Ciklus | Zapisni zahtjevi |
| Svakodnevno održavanje | Pregled rashladne tekućine | Provjerite koncentraciju (4%-6%), pH (8,5-9,5), točnost filtracije ≤ 25 μm | Po smjeni | Zabilježiti koncentraciju i nečistoće |
|
| Mljeveni vizualni pregled kotača | Provjerite pukotine, oštećenja i labave abrazivne čestice i čiste rupe zraka (0,6MPA zračni pištolj). | Svaka smjena | Fotografirajte i arhivirajte sve nepravilnosti. |
| Pregledajte sustav tlaka zraka. | Osigurajte da je tlak između 0,5-0,7MPA i da nema curenja u cjevovodu. | Svaka smjena | Zabilježite vrijednost tlaka. | |
| Tjedno održavanje | Podmazivanje vodiča | Dodajte posebnu mast, ispunite ≥ 80% | Tjedni | Zabilježite točke i iznose podmazivanja |
|
| Inspekcija hidrauličkog sustava | Provjerite diferencijal tlaka filtra (<0,3 MPa) i razinu ulja unutar označenog raspona. | Tjedni | Zabilježite razinu tlaka i razinu ulja. |
| Provjera dinamičke ravnoteže kotača. | Upotrijebite dinamički balans za kalibraciju na G1.0 (neravnoteža ≤ 0,4 g · mm/kg). | Tjedan ili nakon promjene kotača za mljevenje. | Zabilježite neravnotežu. | |
| Mjesečno održavanje | Pregled točnosti vretena | Izmjerite radijalno otpuštanje (≤0,003 mm) i aksijalnu igru (≤0,002 mm) | Mjesečno | Spremi izvješće o inspekciji |
|
| Zamjena rashladne tekućine | Potpuno zamijenite rashladno sredstvo i očistite cijevi i spremnik. | Svaka tri mjeseca | Zabilježite datum zamjene i broj modela. |
| Kalibracija geometrijske točnosti strojnog alata. | Provjerite vertikalnost svake osi pomoću laserskog interferometra (x/z os ≤ 0,005 mm/300 mm). | Tromjesečno | Držite potvrdu o kalibraciji u datoteci. | |
| Godišnje održavanje | Potpuni remont stroja | Uključuje vodeće mljevenje željezničke željeznice, podešavanje prednaprezanja vijaka i ispitivanje izolacije električnog sustava | Godišnje | Kompletno izvješće o održavanju |
| Ključno upravljanje životom komponenti | Zamjena ležaja vretena | Obavezna zamjena nakon 8.000 sati rada, koristeći keramičke ležajeve | Akumuliran satima | Zabilježite vrijeme zamjene i seriju |
|
| Zamijenite vodilice i klizače | Zamijenite svakih 5 godina ili kada se razvija značajna igra | 5 godina | Zabilježite razlog za zamjenu |
| Kalibracija prirubnice kotača | Provjerite ravnanje (≤ 0,01 mm). Zakretni moment mora biti u skladu s uputama proizvođača. | Svaki 2000 sati | Zabilježite vrijednost zakretnog momenta | |
| Hitni odziv | Pukotina kotača | Odmah zaustavite stroj → Provjerite zaštitni poklopac → Provjerite ima li problema s brzinom/instalacijom → Zamijenite kotač za mljevenje | U slučaju pukotine | Ispunite izvještaj o incidentu |
|
| Neuspjeh stezanja obrazaca | Zaustavni stroj → Provjerite tlak stezanja (3-5 MPa) → Povećajte vizualni pregled → Optimiziranje pozicioniranja | Kad se to dogodi | Zabilježiti korektivne mjere |
Mjere opreza održavanja:
Prvo sigurnost: Prije održavanja, isključite napajanje i otpustite tlak. Nosite zaštitnu opremu.
Alati: Koristite alate za inspekciju koji se preporučuju proizvođači (poput laserskih interferometara i dinamičnih uravnoteženja).
Stranisnost podataka: Potvrda potpisa potrebna je za svaki rad održavanja, a podaci će se arhivirati najmanje tri godine.
Nenormalno upozorenje: Odmah isključite stroj za ispitivanje jesu li se otkrili problemi poput povećane vibracije ili abnormalnog porasta temperature.
Odgovor:
Izuzetno dug život: tvrdoća CBN -a je druga samo dijamant, a otpor na habanje je preko 100 puta veća od one kotača za mljevenje korunda, značajno smanjujući frekvenciju zamjene.
Visoka toplinska stabilnost: CBN može izdržati temperature do 1400 ° C, sprečavajući opekline radnog komada (konvencionalni kotači za mljevenje ne uspijevaju na 800 ° C).
Visoka precizno zadržavanje: Vitrificirana veza pokazuje izvrsnu krutost, stabilne sile mljevenja i može postići zaokruženost konusa manju od 1 μm.
Visoka učinkovitost: Stope uklanjanja metala povećavaju se za 30%-50%, što ga čini pogodnim za teško strojne materijale poput očvrsnog čelika i legura visokih temperatura.
Veličina mrvice:
Grubo mljevenje (RA 0,8 μm): #80- #120
Fino brušenje (RA 0,1 μm): #400- #2000
Koncentracija:
Očvršćeni čelik: 100%-150%
Karbid: 75%-100%
Obveznik:
Keramika staklene faze: opća namjena
Mikrokristalna keramika: zahtjevi visoke žilavosti
O: Koraci za rješavanje problema:
Dinamičko uravnoteženje: kotač za mljevenje mora biti G1.0 stupanj (neravnoteža ≤ 0,4 g · mm/kg).
Provjerite ležajeve vretena: Zamijenite ako radijalno izbacivanje> 0,003 mm.
Prilagodite parametre:
Smanjite linearnu brzinu za 10% -15% (npr. Sa 120m/s na 100m/s).
Smanjite stopu unosa na 50% izvorne vrijednosti.
Optimizirajte stezanje: Povećajte točke podrške radnog komada i smanjite prekrivanje.
Odgovor: Uobičajeni uzroci i rješenja:
| Uzrok | Otopina |
| Prekomjerni parametri brušenja | Smanjite brzinu linije ili brzinu punjenja |
| Nedovoljna koncentracija rashladne tekućine (<4%) | Napuniti koncentrat na 6% |
| Pove za mljevenje začepljenih | Očistite s zračnim pištoljem od 0,6 MPa |
| Promijenite materijal obrađivanja (sadrži tvrdu fazu) | Upotrijebite veću koncentraciju (150%) ili finiji kotač za brušenje |
Odgovor:
Optimizacija hlađenja:
Brzina protoka ≥ 15 l/min · mm (širina kotača za mljevenje)
Upotrijebite interno ohlađeni kotač za brušenje ili dvostruku mlaznicu (kut od 15 °)
Podešavanje procesa:
Povećajte broj ciklusa poliranja (≥ 3 mljevenja bez iskra)
Smanjite stopu dovoda za 30%
Odabir brušenja kotača:
Koristite kotač za mljevenje s visokom poroznošću (30%-40%) kako biste pojačali rasipanje topline.
Odgovor:
Kalibracija geometrijske točnosti stroja:
Upotrijebite laserski interferometar za provjeru okomitosti x/z (pogreška ≤ 0,005 mm/300 mm).
Ispravljanje kuta preljeva za mljevenje:
Upotrijebite standardni blok kuta za kalibraciju komoda za dijamantski valjak. Provjerite krutost učvršćenja:
Kontrolirajte silu stezanja na 3-5 MPa kako biste spriječili deformaciju obrazaca.
Odgovor:
Alat za odijevanje: Preporučuju se dijamantski valjci (dug život i visoka preciznost).
Postavke parametara:
Brzina dovoda presvlačenja: 0,002-0,005 mm/moždani udar
Omjer brzine preljeva: 0,4 do 0,8 (brušenje kotača i omjer linearne brzine valjka)
Zahtjevi za mljevenje: Nakon odijevanja potrebna su tri prolaza bez iskra.
Odgovor:
Idle Run test: Povećajte brzinu postupno na radnu brzinu i trčite 30 minuta.
Dinamično uravnoteženje: Upotrijebite internetski balans za prilagodbu na G1.0.
Provjera ispitivanja mljevenja:
Proces 2-3 uzorka i pregledajte dimenzije i kvalitetu površine.
Fino prilagodite količinu preljeva ili parametre brušenja na temelju rezultata.
Redovito brbljanje
Karakteristike: Periodične pruge s valnom duljinom od 0,1-0,5 mm
Pravni lijek:
Provjerite vibraciju temelja (treba biti ≤2μm/s)
Podesite brzinu kako biste izbjegli rezonantne frekvencije
Koristite nejednako raspoređeni kotač za brušenje (spiralna flauta)
Površinski izgaranje
Kriteriji: sloj za promjenu boje kisika
Ključne protumjere:
Povećajte brzinu protoka rashladne tekućine na ≥15 l/min · mm
Usvojite interno ohlađeni dizajn kotača za brušenje
Smanjite stopu dovoda za 30% i dodajte tri dodatna prolaza za poliranje
Nenormalno trošenje
Tipični slučaj: Život se smanjuje za više od 50%
Rješenje za optimizaciju:
Podesite koncentraciju CBN-a (100-125% za očvrsnute čelik)
Izmijenite parametre oblačenja (brzina dovoda ≤ 0,001 mm/moždani udar)
Abrazivno propuštanje zrna
Simptom: "ćelave mrlje" pojavljuju se na površini brušenja kotača
Korijenski uzrok:
Nedostaci snage veze
Utjecaj rezanja u pravom kutu
Metode poboljšanja:
Upotrijebite mikrokristalni keramički kotač za brušenje
Usvojite metodu rezanja nagiba <5 °
Nestabilnost dimenzije
Ključne kontrolne točke:
Kontrola temperature okoline na 20 ± 1 ° C
Okidač internetske kompenzacije mjerenja svakih 10 komada
Uspostavite model kompenzacije toplinske deformacije
Pukotina kotača
Hitni postupci:
Neposredno zaustavljanje hitne pomoći
Provjerite integritet zaštitnog poklopca
Provjerite da li brzina premašuje granicu
Leteći radni komad
Preventivne mjere:
Koristite mehaničko i hidraulično dvostruko pozicioniranje
Instalirajte sustav vizualne potvrde
Dnevni pregled:
Koncentracija rashladne tekućine (4-6%)
Izgled kotača za mljevenje (pukotine/oštećenja)
Periodično održavanje:
Tjedan: Podmazivanje vodiča (punjenje masti ≥ 80%)
Mjesečno: Inspekcija vretena (≤ 0,003 mm)
Dodatak: Tablica brze dijagnoze
| Opis problema | Predmeti za inspekciju prioriteta | Vremensko ograničenje |
| Oznake brbljanja | Dinamično uravnoteženje/ležajevi | U roku od 2 sata |
| Opekotina | Rashladni sustav | Odmah isključivanja |
| Dimenzionalni prekoračenje | Kompenzacija temperature | Riješiti se tijekom smjene |
Urođene prednosti određene materijalnim svojstvima
Nezamjenjivi superbrazivi
CBN (kubični bor-nitrid) ima tvrdoću od 4500 hv, a drugo samo od dijamanta, ali njegova stabilnost visoke temperature (1400 ° C) daleko prelazi onu dijamanta (koja oksidira na 800 ° C).
Tipična usporedba: prilikom obrade očvrsnog čelika (HRC 60), životni vijek kotača CBN je 100 puta veći od koluta Corundum.
Sinergistički učinci vitrificiranih veza: Mikrokristalna keramička struktura kombinira krutost (elastični modul 100 GPA) sa svojstvima samo-smeta.
Kontrolirajuća poroznost (5%-40%) poboljšava rasipanje topline u usporedbi s smolama/metalnim vezama.
Proboj u zadržavanju preciznosti
Stabilnost na nano-razini
Stopa gubitka abrazivnog zrna <0,1%/sat, osiguravajući sljedeće čak i nakon 2000 ciklusa:
Zaokruživost ≤ 1 μm
Tolerancija kuta konusa ± 0,003 °
Kontrola toplinske deformacije
Toplinska vodljivost je 1300W/(m · K), a temperatura zona brušenja 200 ° C niža od one kotača za mljevenje korunda.
Izmjereni podaci: Temperatura površine radnog dijela <150 ° C pri mljevenju legura od titana (konvencionalni procesi> 400 ° C)
Tehnološka evolucija prema naprijed
Prirodno prikladno za inteligentno brušenje
Izuzetno predvidljivo ponašanje habanja, pogodno za:
Digitalno modeliranje blizanaca
Algoritam adaptivnog upravljanja
Trenutačno vodeće rješenje: Mrežanje kotača preostala pogreška predviđanja života <3%
Zeleni trendovi proizvodnje
Usporedba potrošnje energije:
Konvencionalno mljevenje: 25KW · H/100 komada
CBN mljevenje: 8kw · h/100 komada
50% smanjenje potrošnje rashladne tekućine

Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Uglavnom se koristi za precizno brušenje vanjskih krugova ulaznih stabljika, ležajeva i raznih proizvoda za osovinu i raznih osovina.
Više
Kategorija: Posebni ventil CNC brusilica Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: 2...
Više
Kategorija: Oprema za toplinsku obradu Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: 201...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
Kategorija: Pomoćni proizvodi proizvodnje Pregled proizvoda: Tvrtka je prošla certificiranje različitih sustava kao što je ISO9001: ...
Više
 86-13584767515
86-13584767515
86-0515-89500828
 Br. 1, područje industrijske koncentracije, grad Wulie, grad Dongtai, provincija Jiangsu
Br. 1, područje industrijske koncentracije, grad Wulie, grad Dongtai, provincija Jiangsu
Proizvod

